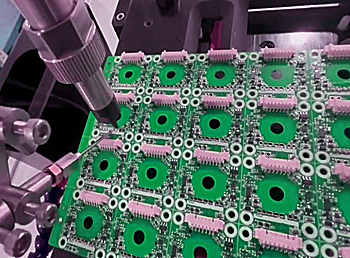
无铅焊锡条的焊接质量和有铅焊锡条相比有何差异?
我给你用最直白、现场工程师一眼能看懂的方式,把无铅 vs 有铅焊锡条在波峰焊里的真实质量差异讲透,
不绕弯、不玄学。

一、核心性能直接对比(关键差异)
表格
项目 有铅焊锡(Sn63/Pb37) 无铅焊锡(SAC305) 质量影响
熔点 183℃ 217℃ 无铅高 34℃,更易烤坏 PCB / 元件
润湿性 极好,易铺展 差,易缩锡、不上锡 无铅虚焊、冷焊更多
流动性 好 差 无铅透孔差、连锡多
表面光泽 亮、平滑 暗、粗糙、 grainy 外观判定更严
焊点强度 韧性好 偏脆,抗震动稍差 汽车 / 工控更易裂
抗氧化 一般 极易氧化、锡渣多 波峰焊锡渣翻倍
温度窗口 宽,好调机 窄,难控制 无铅工艺窗口小
二、焊接质量上的真实差异(产线最关心)
1. 润湿性:无铅明显更差
有铅:一沾就上、铺满快
无铅:不爱铺、易缩锡、拒焊、虚焊
→ 直接导致:不上锡、冷焊、透孔不良变多。
2. 焊点外观:完全不一样
有铅:光亮、均匀、圆润
无铅:暗淡、晶粒粗、有纹路
→ 很多客户会误判成不良,需要重新定外观标准。
3. 焊点强度与可靠性
有铅:韧性好,耐震动、耐冲击
无铅:偏硬偏脆
→ 振动大的产品(汽车、电机、电源)更容易出现焊点微裂纹。
4. 透孔性(波峰焊最关键)
有铅:轻易爬满通孔
无铅:爬升差、容易半浸、透孔不良
→ 厚板、多层板、大铜面特别明显。
5. 桥连 / 连锡
有铅:脱锡干净
无铅:易桥连、拉尖

→ 必须靠:倾角加大、链速放慢、双波峰、氮气改善。
6. 氧化与锡渣
有铅:氧化慢
无铅:高温 + 易氧化 = 锡渣暴增
→ 成本上升、炉内杂质变多、质量波动变大。
7. 工艺窗口
有铅:很宽,怎么调都差不多
无铅:极窄
温度 / 速度 / 助焊剂稍微偏一点就出不良。
三、哪些产品用无铅会明显变差?
厚铜板、大接地铜面
多层 PCB、高 TG 板
引脚密、间距小的连接器
对振动可靠性要求高:汽车、工控、电源
旧设备、老波峰焊
这些场景无铅质量天然不如有铅稳定。
四、但无铅也不是全输 —— 它有 2 个优势
环保合规:RoHS、中国 RoHS、出口必须用
高温稳定性更好:
无铅熔点高,耐高温、抗软化比有铅强
→ 适合大功率、高温环境产品。
五、一句话总结(最精炼)
有铅:好焊、好看、好调机、可靠性高,但不环保、不能出口。
无铅:难焊、易虚焊 / 桥连、外观差、工艺窄,但合规、耐高温。
如果你愿意,我可以直接给你做一份《无铅→有铅退货 / 不良对比表》或者《无铅波峰焊质量提升 5 步法》你拿去产线就能用。
2026-03-10
2026-03-10
2026-03-10
2026-02-24

